パイプ(鋼管)は、筒状に作られた鋼材です。パイプは什器などの身近な製品から、
建材や産業機械部品、サイネージ筐体等、多種多様な製品で使用されています。
多種多様な製品で使用される分、パイプには様々な加工方法があります。
今回はその内の1つ、パイプの穴あけ加工について解説します。
レーザーによるパイプの切断・穴あけ加工から曲げ・溶接まで対応可能なパイプ加工専門サイト
パイプ(鋼管)は、筒状に作られた鋼材です。パイプは什器などの身近な製品から、
建材や産業機械部品、サイネージ筐体等、多種多様な製品で使用されています。
多種多様な製品で使用される分、パイプには様々な加工方法があります。
今回はその内の1つ、パイプの穴あけ加工について解説します。
一般的に、パイプに穴をあける方法は下記の2種類です。
ドリル加工は、ボール盤に装着したドリル(キリ)で加工する方法です。
ドリル加工は汎用性が広く、ボール盤も比較的安価です。しかし、後述するプレス加工と比べると
穴径にバラつきが出やすく、穴ずれが起きやすいため品質が安定しないという弱点があります。
また、加工スピードが遅く短納期に適していません。
プレス加工は、プレス機で穴をあける加工方法です。
必要な形状の金型を設計製作し、プレス機により形状加工を施します。
プレス加工はドリル加工と比べ加工スピードが速く、芯ずれを起こしたりする可能性は低く、
加工品質が安定します。また、同時に複数の穴を空けることも可能です。
一般的に、パイプ材に対する穴あけ加工はプレス加工のように、
金型を設計・製作する必要があります。
「金型」とは、製品を製作するための金属製の型のことです。パイプの穴あけ加工には主に
「プレス金型」と呼ばれる種類の金型を使用します。上下で一対の構造になっており、
この型でパイプを挟み込んでプレスすることにより型の形状どおりの製品を成形します。
金型を作ってしまえば同じ形状の加工を簡単に何度も行えるため、
パイプ製品の量産品を取り扱う場合にはこの加工方法は有効であると言えますが、
小ロット~中ロット生産を行う場合には金型費が高くつくために結果として
コストアップに繋がります。

そこで、パイプをレーザーで切断するパイプレーザー加工という方法があります。
パイプレーザー加工では金型製作が不要であることから、少量生産において
コストダウンに貢献できます。
また、単純な穴加工から什器に使われるスリット穴加工、複雑な穴加工と幅広く対応でき、
バリも少なく美しく仕上がります。複雑な形状の加工に関しては、2D・3Dデータを利用し、
図面をプログラミングして加工します。
また、レーザー加工では±0.2mmまで精度を狙うことができます。


こちらの製品は、輸送用カートのリアフレーム部品の一部で、
アルミパイプを用いて加工を行いました。
当社では、このアルミパイプへの加工を、パイプレーザー加工機を用いて、加工しています。
一般的に、パイプ材への加工は、金型を製作し、プレス加工での量産となる場合が多くなります。
しかし、当社の場合にはレーザー加工機で加工を行っているため、金型のコストが発生しません。
それにより、小ロットでの生産や試作にも向いているため、
開発の細かな要望を反映することが可能です。

こちらのパイプ加工品は、スチール(鉄)を用いた、工業用ホース金具の部品です。
Φ63.5のパイプの大きさに対して、30×100という大きめの長穴加工が
放射状に3か所必要な加工品です。
このような加工は一般的に、金型を用いたプレス加工により行われますが、
歪み・バリが発生し、形がゆがむことがあります。
また、プレスによる加工では、位置精度を保つことが難しく、
品質不良が起きた場合には、金型の取り替え工程も発生するので、
非常に時間がかかってしまいます。
そこで、当社では、パイプレーザー機による穴加工をすることで、
上記のプレス機によるデメリットをカバーした加工が可能となりました。
例えば、40個の製作であれば、レーザーで加工を行うと30分での加工が可能となります。

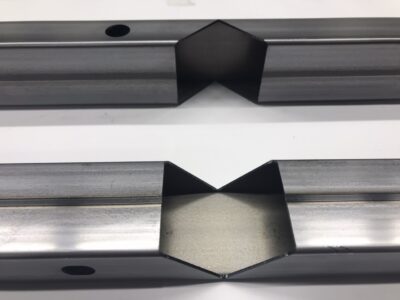
こちらは、什器用フレーム部品の加工事例です。
写真のようなL(エル)型形状の角部に穴(切り欠き加工)を施したい場合は、
板金での曲げ加工が一般的です。
しかし、板金の場合は材料の大きさが限られており、
また反りも起こりやすくなるため、長尺の製品を製作するには不向きです。
板金ではなくLアングルへ穴加工を施す場合は、長尺であっても製品の強度を維持しながら
加工を行うことが可能ですが、角部の穴加工はプレス加工では難易度が高いものになります。
パイプレーザー機での加工の場合、Lアングル角部への穴加工が可能で
板金加工とプレス加工の短所をクリアできます。
作業はプログラムに入力した自動工程になるため、容易に高精度の加工が可能です。
今回はパイプの穴あけ加工についてご紹介しました。
パイプレーザー加工センターでは、パイプの穴あけ加工をレーザー加工機で対応しています。
また、当社では2000年代前半からパイプレーザー加工機の運用実績があり、
国内でも屈指の運用実績を誇ります。
また当社は世界No.1パイプレーザー加工機BLM社の日本代理店も兼ねており、
レーザー加工にとどまらず切断・曲げといった複合機の運用も含め
国内での実績が多数ございます。
さらに、社内での一貫対応が可能となっていることから、
必要な形状の切断・曲げ加工はもちろん、パイプ同士の接合における溶接工程を考慮した
設計変更提案も行っており、数多くの加工実績に基づいた品質向上・コストダウン提案を
行っています。
パイプ加工にお困りの方は、パイプレーザー加工センター.comまでお問い合わせください!
最後まで読んでいただき、ありがとうございました!
お気軽にご相談ください! お問い合わせはこちら