製品の企画やデザイン、設計を担当されている皆様の中には
レーザー加工がいいのか、それともプレス加工がいいのか、悩まれる方もいらっしゃるのではないでしょうか?
今回は、レーザー加工とプレス加工の加工スピードとコストに焦点をあてて、
比較したいと思います。
現在、製造方法でお悩みの方のお役に立てれば幸いです。
レーザーによるパイプの切断・穴あけ加工から曲げ・溶接まで対応可能なパイプ加工専門サイト
製品の企画やデザイン、設計を担当されている皆様の中には
レーザー加工がいいのか、それともプレス加工がいいのか、悩まれる方もいらっしゃるのではないでしょうか?
今回は、レーザー加工とプレス加工の加工スピードとコストに焦点をあてて、
比較したいと思います。
現在、製造方法でお悩みの方のお役に立てれば幸いです。
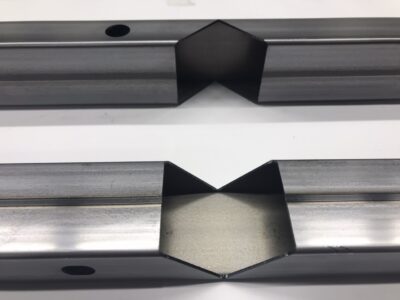
今回は角パイプ(40×20×t1.6)の片端を45度にカットし、反対側は半円形の形状、側面には角穴をあけます。

①90度切断 プレスカット
②45度切断 ノコ盤
③切り欠き加工 プレス
④角穴加工 プレス
⑤バリ取り バリ取り機
①全加工工程(バリ取り不要)
1つのパイプに対して異なる面への加工が求められる場合、プレス加工だと工数が増えてしまいますが、
レーザー加工であれば1工程で多面への加工が可能です。
そういった観点から考えると、加工数が多い形状の場合プレス加工よりもレーザー加工が優れていると言えます。
上記の製品を100台生産すると考えて、加工方法ごとに必要な時間と人員を考えていきます。
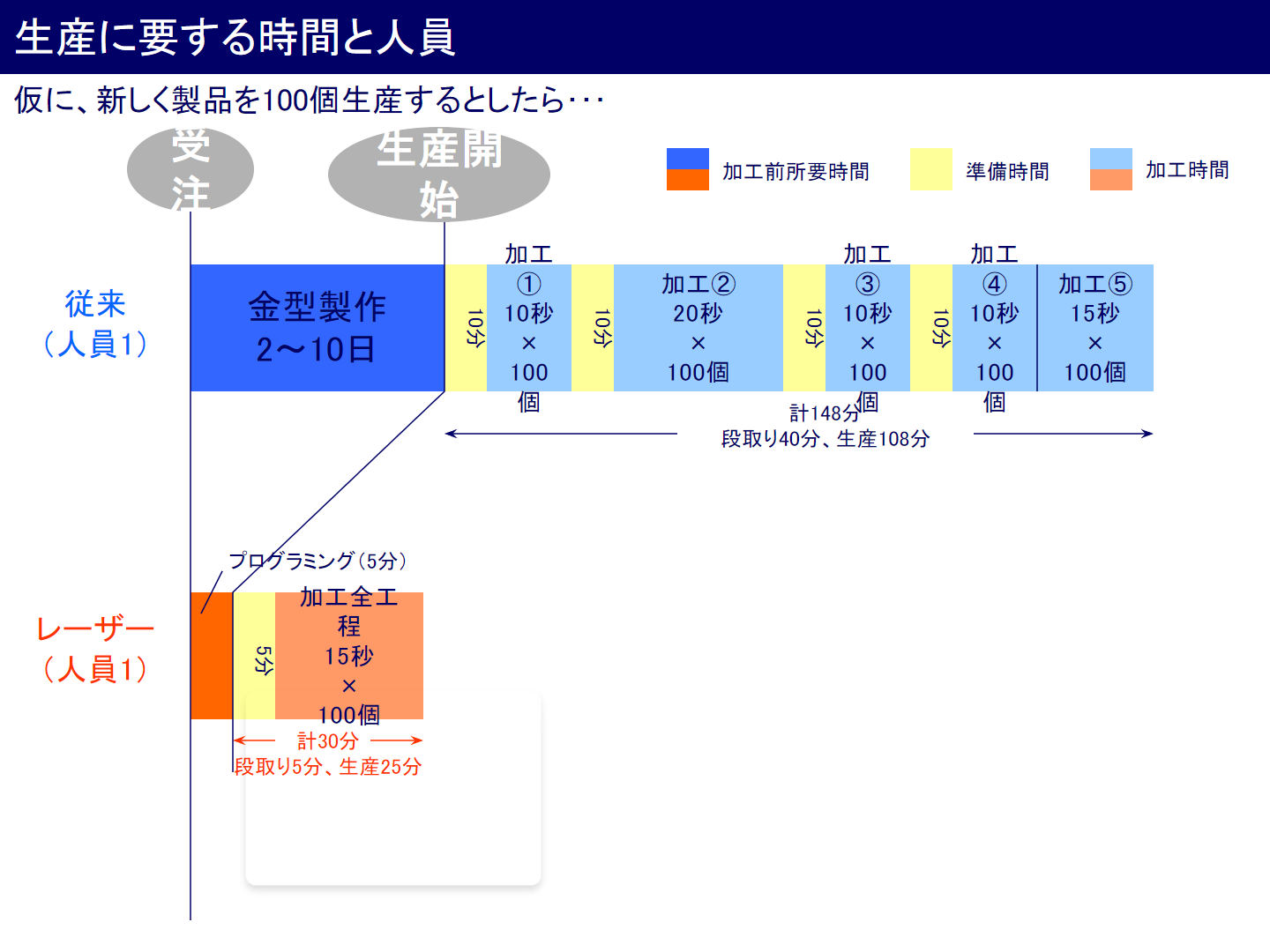
プレス加工の場合プレス金型が必要ですので、その作成に時間を要します。
金型の形状にもよりますが、今回は2~10日とします。
生産開始から、各工程の時間と準備時間を合わせると100台で148分(段取り40分、生産108分)です。
人員は1名です。
レーザー加工の場合、機械を動かすためのプログラミング時間が必要です。
加工形状にもよりますが、今回は5分とします。
生産開始から、終了まで100台で30分(段取り5分、生産25分)です。
プレス加工とレーザー加工の100台当たりの生産時間の差は118分になります。
では製品1台あたりにかかるコストについて、加工方法別に考えていきます。
①90度切断 10円
②45度切断 10円
③切り欠き加工 10円
④角穴加工 10円
⑤バリ取り 10円
(合計 50円)
またプレス加工の場合、金型作成費用として
切り欠き加工金型 25万円
角穴金型 40万円
が必要になります。
レーザーの使用(5円/秒)
加工に15秒かかるので、5×15=75円
(合計 75円)
レーザーの場合は金型は不要のため、金型作成コストがかかりません。
上記の通り、プレス加工にはイニシャルコストが高く、ランニングコストが低いという特徴があり、
レーザー加工にはイニシャルコストが低く、ランニングコストは低いという特徴があります。
では今回の事例の場合、何台生産すればレーザー加工よりプレス加工のの方がお得なのか考えていきます。
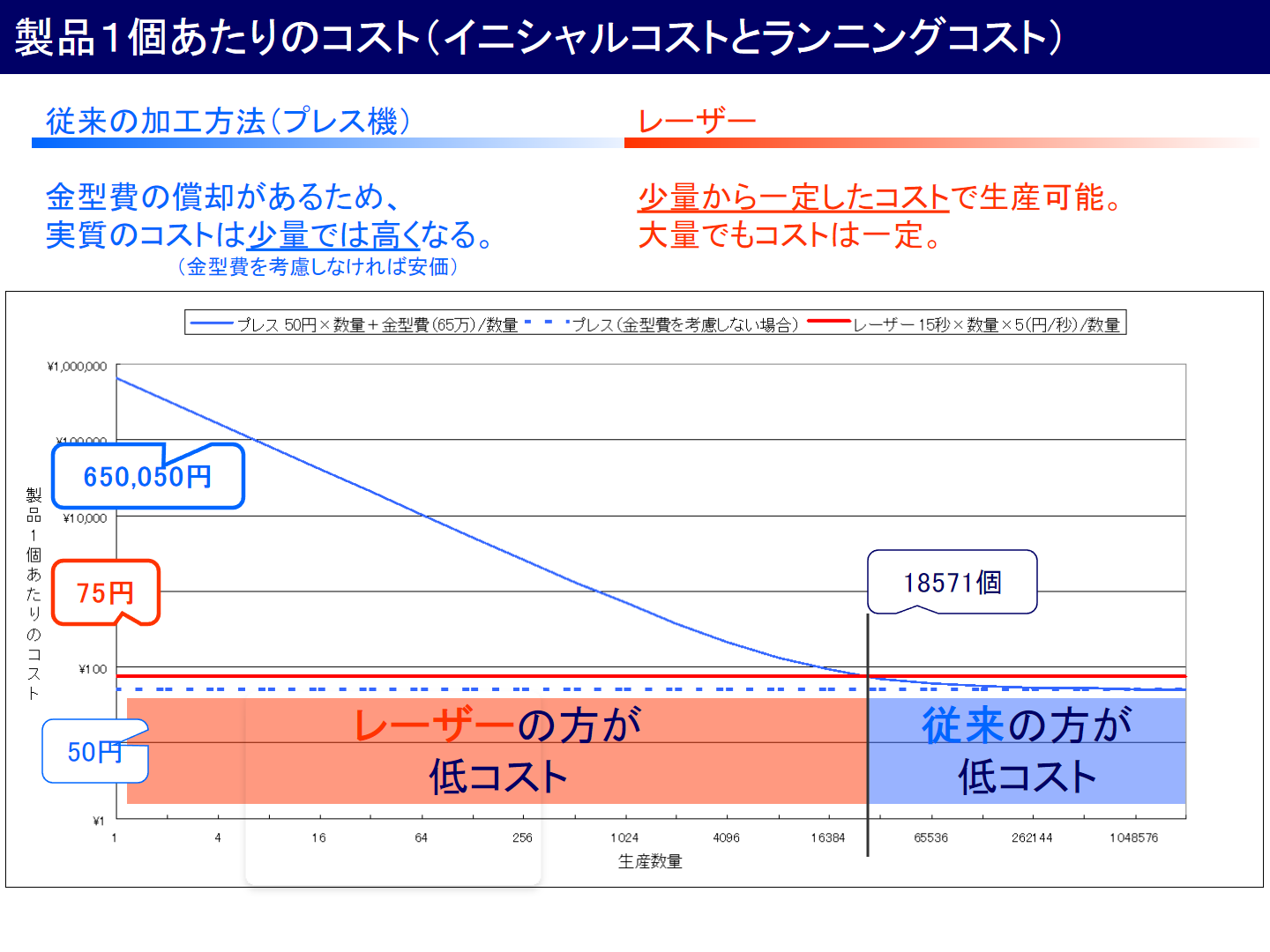
下記の表のように
レーザー加工は生産台数にかかわらずコストは一定で75円です。
プレス加工は金型代金がかかるため1台目は650,050円で、2台目以降は「50円×数量+金型代金/数量」で計算されます。
この表を見ていくと18571台以上生産する場合、プレス加工がレーザー加工のコストを下回り、お得になります。
逆に生産数が18571台以下の場合はレーザー加工の方がお得になることがわかります。
いかがだったでしょうか?
こちらの記事ではプレス加工とレーザー加工の加工スピードとコストに焦点を当てて比較してみました。
プレス加工は金型作成費用や、金型作成日数が必要ですが、コスト面では大量に生産する場合、プレス加工がオススメです。
対してレーザー加工は金型不要で、製品の立ち上げもスムーズにおこなえます。
また加工スピードも速いため急ぎの製作や、バリがでないため高い品質が求められる場合、レーザー加工がオススメです。
パイプレーザー加工センターでは、3次元レーザー加工機はもちろん、プレス加工機も保有しております。
お客様のご希望に合わせて、最適な生産方法をご提案させていただきますので、
生産方法にお悩みがございましたら、まずはご相談ください。
お気軽にご相談ください! お問い合わせはこちら