鉄に比べて比重が軽いことでよく知られているアルミは近年急激に一般化しました。
それに伴い、アルミ製のパイプもよく目にするようになりました。
今回は、アルミのパイプ加工におけるポイントを
①切断、②穴あけ、③曲げ、④溶接の4つに分けてご説明します。
レーザーによるパイプの切断・穴あけ加工から曲げ・溶接まで対応可能なパイプ加工専門サイト
鉄に比べて比重が軽いことでよく知られているアルミは近年急激に一般化しました。
それに伴い、アルミ製のパイプもよく目にするようになりました。
今回は、アルミのパイプ加工におけるポイントを
①切断、②穴あけ、③曲げ、④溶接の4つに分けてご説明します。
アルミ(アルミニウム合金)の最大の特徴は
柔らかく比重が軽いという点です。
純アルミニウムの比重は2.7で、鉄や銅に比べて約3分の1の比重です。
その軽さを活かし、自動車、鉄道車、飛行機の部品として使われています。
アルミはステンレスと同様に酸化被膜を形成するため錆びの発生が抑えられ、耐食性にも優れいています。
また熱伝導率が高く、鉄の約3倍と言われています。そのため熱しやすく冷めやすい材料と言えます。

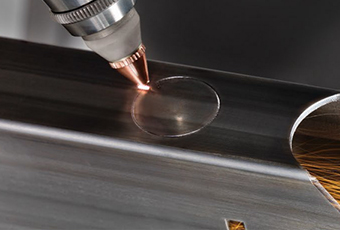
アルミパイプは鉄(スチール)などに比べレーザー加工時の反射率が高く、レーザーの跳ね返りにより機械にダメージを与えてしまうというリスクがあります。
そのためCO2レーザーなどのレーザー切断においては、鉄と同じ条件で切断をすることは難しいです。
しかしファイバーレーザー加工ではレーザー反射を最小限に抑えて、尚且つ高速で綺麗な切断面に加工することが可能です。鉄を切断する際は主に酸素ガスを使用ますが、アルミパイプでは窒素ガスを使用しています。
窒素ガスにすることでパイプに熱が加わりにくく、高速で綺麗に切断することができます。
また柔らかいという特性のあるアルミは切断面にバリも出やすいためノコ切断などをする場合は注意が必要
です。
穴あけ加工にはボール盤加工、プレス切断、レーザー切断などの方法があります。一般的に
アルミは鉄に比べて粘りが強く、ボール盤を使用すると熱がこもりドリルの刃が悪くなりやすいと言われています。
穴あけ加工にドリルなどを使用する場合は、回転数を増やしたり、
アルミ専用の超硬ドリルを使用するなどの対策が求められます。
レーザーでの穴あけ加工は切断加工と同じく仕上がり面が綺麗なのが特徴です。
加工パイプに直接触れないため、必要以上にパイプにキズをつけることもありません。
アルミスパイプのもうひとつの特徴として鉄などに比べて柔らかいということができます。
そのため曲げる際に曲げ角度の調節が必要となります。
金属の性質で荷重を加えて曲げると戻ろうとする力(スプリングバック)が働きます。
アルミの場合弾性係数が鉄に比べて約3分の1であるため、
曲げたい角度よりもきつい角度で曲げることでスプリングバックを軽減させることができ、正確な角度だしが可能になります。

アルミパイプはの溶接方法は、TIG溶接が一般的です。
アルミは鉄に比べて熱が伝わりやすい性質のため、熱が母材全体に広がっていきプールができるまでに時間がかかります。
しかし溶接時間が長くなれば、母材に熱が籠りきってしまうため溶接棒が溶けるタイミングがだんだんと早くなるため
溶接スピードを上げていく必要があります。
また溶接をすると、母材全体に熱が籠るため、鉄などに比べて歪みを生みやすいため注意が必要です。

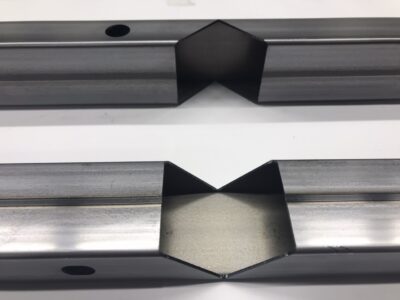
こちらの製品は輸送用器具(カート)に用いる部品で、軽量化を目的にアルミを使用しています。
本製品ではパイプ材での曲げ加工が必要とされています。
一般的には、3つの部材を製作後、溶接でつなげますが、
当社では、パイプレーザー加工機で加工後、ノッチング曲げができるように、設計を提案しました。
2か所の曲げ部分は、曲げ角度が異なるので切り込みの量を調整しています。
アルミパイプの製品事例はコチラ↓
今回は、アルミのパイプ加工におけるポイントを切断、穴あけ、曲げ、溶接の観点から
お伝えしました。
パイプレーザー加工センターでは、レーザーによるパイプの切断・穴あけ加工から曲げ・溶接まで
対応しています。
当社では2000年代前半からパイプレーザー加工機の運用実績があり、国内でも屈指の
運用実績を誇ります。また当社は世界No.1パイプレーザー加工機BLM社の日本代理店も
兼ねており、レーザー加工にとどまらず、切断・曲げといった複合機の運用も含め
国内での実績が多数ございます。
さらに、社内での一貫対応が可能となっていることから、必要な形状の切断・曲げ加工は
もちろん、パイプ同士の接合における溶接工程を考慮した設計変更提案も行っており、
数多くの加工実績に基づいた品質向上・コストダウン提案を行っています。
パイプ加工にお困りの方は、パイプレーザー加工センター.comまでお問い合わせください!
最後まで読んでいただき、ありがとうございました!
お気軽にご相談ください! お問い合わせはこちら