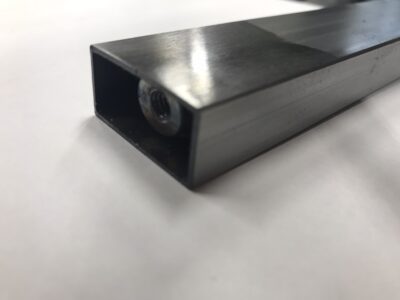
こちらは、サインスタンドの支柱部品の加工事例です。
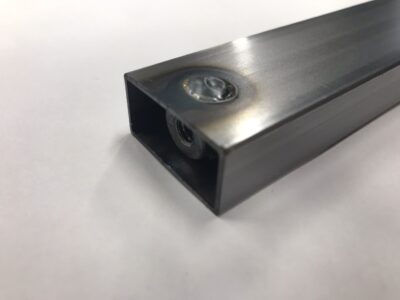
32×16×t1.2の角パイプにナットを栓溶接しています。栓溶接とは穴あけ加工を施したパイプにナットを圧入し溶接で穴を塞ぐ(栓をする)溶接です。溶接後、研磨をおこなうことで平らに仕上げることができます。
通常パイプにナットを溶接したい場合、スポット溶接を用いることが多いです。
スポット溶接は短時間で生産が可能なためコストが抑えられる傾向にありますが、パイプに溶接痕がの残るというデメリットもあります。
栓溶接の肉盛りが凸なのに対し、スポット溶接の溶接痕は凹凸であるためこれを平らに仕上げることは難しく、パイプのスポット溶接は一般的に仕上げをおこないません。
スポット溶接に比べて栓溶接と研磨仕上げの方が時間がかかりますが、こちらのサインスタンドは溶接部分もお客様の目に触れる場所にあるため、見た目の美しさを優先し栓溶接を採用しています。
溶接ロボットを使用し両面に栓溶接をおこないベルダーで研磨仕上げをしています。
当社では、製品の用途にあわせた最適な加工方法を提案しています。パイプ加工にお困りの方は、パイプレーザー加工センター.comまでお問い合わせください。